A, ໃນເວລາທີ່ຕ້ອງການສໍາລັບການ grinding:
1. ຄຸນນະພາບ sawing ບໍ່ຕອບສະຫນອງຄວາມຕ້ອງການ, ເຊັ່ນ: burr ດ້ານຜະລິດຕະພັນ, rough, ຈໍາເປັນຕ້ອງໄດ້ grinding ທັນທີທັນໃດ.
2. ໃນເວລາທີ່ແຜ່ນໃບຄ້າຍຄືຂອງໂລຫະປະສົມແມ່ນ worn ເຖິງ 0.2mm, ມັນຕ້ອງໄດ້ຮັບການ sharpened.
3. ຍູ້ວັດສະດຸແຂງ, ວາງ
4. ຜະລິດສຽງຜິດປົກກະຕິ
5. ໃບເລື່ອຍມີແຂ້ວຫນຽວ, ແຂ້ວຫຼົ່ນແລະແຂ້ວຍຸບໃນເວລາຕັດ
ສອງ, ວິທີການຂັດ:
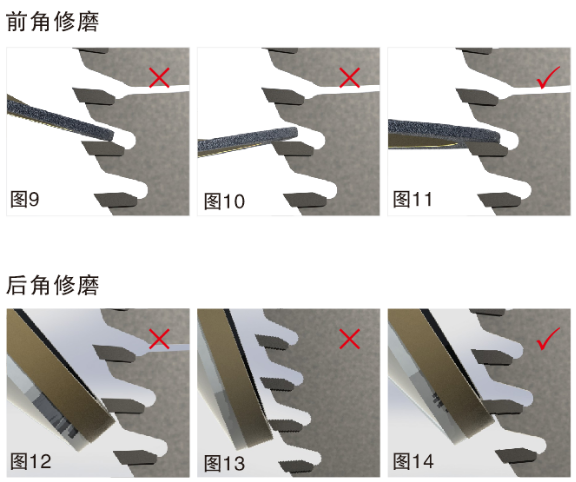
1. ການຂັດແມ່ນອີງໃສ່ດ້ານຫລັງຂອງແຂ້ວ grinding, ດ້ານຫນ້າຂອງແຂ້ວ grinding ແມ່ນ paved, ແລະດ້ານຂ້າງຂອງແຂ້ວແມ່ນ grinding ໂດຍບໍ່ມີການຄວາມຕ້ອງການພິເສດ.
2. ສະພາບທີ່ມຸມດ້ານໜ້າ ແລະ ດ້ານຫຼັງບໍ່ປ່ຽນແປງຫຼັງຈາກປີ້ງແມ່ນ ມຸມລະຫວ່າງລໍ້ຂັດທີ່ເຮັດວຽກ ແລະດ້ານໜ້າຂອງແຂ້ວເລື່ອຍທີ່ຈະຖືກປີ້ງແມ່ນເທົ່າກັບ Angle ຂອງເຄື່ອງປີ້ງ, ແລະໄລຍະຫ່າງທີ່ເຄື່ອນທີ່ຂອງລໍ້ grinding ແມ່ນ. ເທົ່າກັບຈໍານວນເຄື່ອງປັ່ນ.ເຮັດໃຫ້ໃບຫນ້າທີ່ເຮັດວຽກຂອງລໍ້ grinding ຂະຫນານກັບຫນ້າດິນ serrated, ແລະຫຼັງຈາກນັ້ນຄ່ອຍໆຕິດຕໍ່ກັບໃບຫນ້າການເຮັດວຽກຂອງລໍ້ grinding, ແລະຫຼັງຈາກນັ້ນເຮັດໃຫ້ໃບຫນ້າການເຮັດວຽກຂອງລໍ້ grinding ອອກຈາກພື້ນຜິວແຂ້ວ.ຫຼັງຈາກນັ້ນ, ປັບຫນ້າການເຮັດວຽກມຸມຂອງລໍ້ການ grinding ຕາມມຸມການຂັດໄດ້, ແລະສຸດທ້າຍເຮັດໃຫ້ຫນ້າທີ່ເຮັດວຽກຂອງລໍ້ grinding ຕິດຕໍ່ພົວພັນກັບຫນ້າແຂ້ວ.
ສາມ, ການຂັດແມ່ນຕ້ອງໄດ້ເອົາໃຈໃສ່
1. ກ່ອນທີ່ຈະປີ້ງ, ຢາງແລະສິ່ງເສດເຫຼືອທີ່ຢູ່ເທິງແຜ່ນເລື່ອຍຕ້ອງໄດ້ເອົາອອກ.
2. ການຂັດຈະໄດ້ຮັບການປະຕິບັດຢ່າງເຂັ້ມງວດຕາມການອອກແບບ geometric ຕົ້ນສະບັບມຸມຂອງແຜ່ນໃບຄ້າຍຄືເພື່ອຫຼີກເວັ້ນການຄວາມເສຍຫາຍຂອງເຄື່ອງມືທີ່ເກີດຈາກການຂັດບໍ່ເຫມາະສົມ.ຫຼັງຈາກສໍາເລັດຮູບ, ມັນຕ້ອງໄດ້ຮັບການກວດກາແລະມີຄຸນສົມບັດກ່ອນທີ່ຈະນໍາໃຊ້ເພື່ອຫຼີກເວັ້ນການບາດເຈັບສ່ວນບຸກຄົນ.
3. ຖ້າອຸປະກອນການຂັດດ້ວຍມືຖືກໃຊ້, ມັນຈໍາເປັນຕ້ອງມີອຸປະກອນຈໍາກັດທີ່ຖືກຕ້ອງ, ແລະກວດຫາພື້ນຜິວແຂ້ວແລະແຂ້ວເທິງຂອງແຜ່ນເລື່ອຍ.
4. ໃນການ grinding ຈໍາເປັນຕ້ອງໄດ້ນໍາໃຊ້ coolant ພິເສດກ່ຽວກັບການ grinding lubrication cooling, ຖ້າບໍ່ດັ່ງນັ້ນມັນຈະຫຼຸດລົງຊີວິດການບໍລິການຂອງເຄື່ອງມືແລະແມ້ກະທັ້ງເຮັດໃຫ້ຫົວເຄື່ອງມືໂລຫະປະສົມພາຍໃນ cracking ນໍາໄປສູ່ການນໍາໃຊ້ສະຖານະການອັນຕະລາຍ.
ເວລາປະກາດ: ກັນຍາ-08-2022